There are several measures of ductility for metallic materials. Elongation indicates ductility in tension. However, formed parts may require bending, coining, folding, heading, etc., and one measure such as elongation, may not adequately represent other ductility requirements, such as bend formability.
Bend Formability
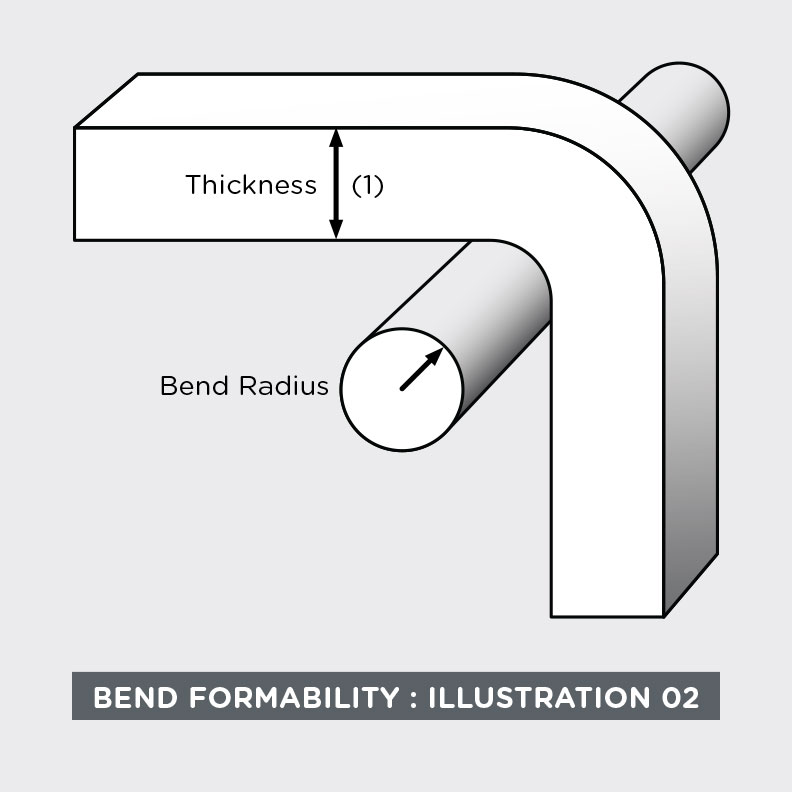
Bend formability indicates the ability of a material to form around a radius without cracking. The minimum bend radius is the minimum radius over which a sample can be formed without fracturing.
Bend formability values are expressed by the ratio of the minimum bend radius (MBR) divided by the thickness (t) of the material, MBR/t. Test procedures for measuring bend formability can be found in ASTM E 290 and B 820.

Bend testing of strip material is performed in the longitudinal, i.e. rolling direction, as well as the transverse direction as illustrated above. Typical solid solution alloys have superior bend properties (Good Way Bends) in the longitudinal direction relative to the transverse direction (Bad Way Bends). Wire naturally bends in the Good Way, longitudinal direction. Hence, there are no Bad Way bends in wire.
 Width to Thickness Ratios
Width to Thickness Ratios
Another factor that allows for better bend formability in wire as compared to strip relates to the width to thickness ratios of the materials. Wire typically has a width to thickness ratio of one (1). Therefore, the deformation mode for wire is plane stress which allows for more formability before fracture.
Strip, however, commonly has a width to thickness ratio of eight (8) or greater. These high width to thickness ratios assure plane strain deformation, which by limiting localized strain, adversely affects ductility.
A simple test for bend formability in wire is the “Wrap Test.” In this test, wire is bent around its own thickness many times. This allows examination of the bend over a long length and for most wire shapes is a MBR/t value of 0.5, a relatively sharp bend. In wire, most copper alloys will pass this test.